


聯系我們
辦公地址:鄭州國家廣告產業園4號樓22層339號
手機:17788150100
聯系人:王志杰
行業動態
感應加熱表面淬火的應用及基本原理分析
2020-09-21 00:00:00 來源:鄭州高中頻淬火設備 點擊:3046 喜歡:0
感應加熱表面淬火的應用及基本原理分析
一、應用:
承受扭轉、彎曲等交變負荷作用的工件,要求表面層承受比心部更高的應力或耐磨性,需對工件表面提出強化要求,適于含碳量We=0.40~0.50%鋼材。
二、工藝方法
快速加熱與立即淬火冷卻相結合。
通過快速加熱使待加工鋼件表面達到淬火溫度,不等熱量傳到中心即迅速冷卻,僅使表層淬硬為馬氏體,中心仍為未淬火的原來塑性、韌性較好的退火(或正火及調質)組織。
三、主要方法:
感應加熱表面淬火(高頻、中頻、工頻),火焰加熱表面淬火,電接觸加熱表面淬火,電解液加熱表面淬火,激光加熱表面淬火,電子束加熱表面淬火。
四、感應加熱表面淬火
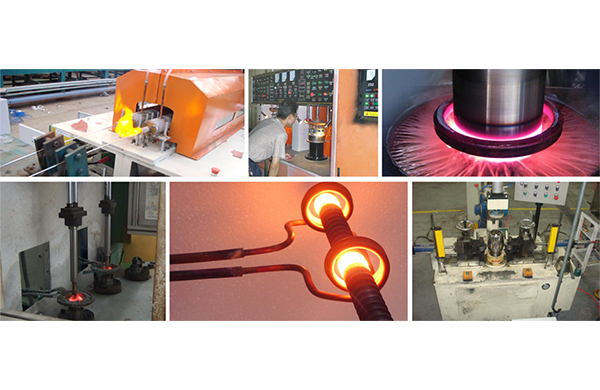
(一)基本原理:
將工件放在用空心銅管繞成的感應器內,通入中頻或高頻交流電后,在工件表面形成同頻率的的感應電流,將零件表面迅速加熱(幾秒鐘內即可升溫800~1000度,心部仍接近室溫)后立即噴水冷卻(或浸油淬火),使工件表面層淬硬。(如下圖所示)
(二)加熱頻率的選用
室溫時感應電流流入工件表層的深度δ(mm)與電流頻率f(HZ)的關系為
頻率升高,電流透入深度降低,淬透層降低。
常用的電流頻率有:
1、高頻加熱:100~500KHZ,常用200~300KHZ,為電子管式高頻加熱,淬硬層深為0.5~2.5mm,適于中小型零件。
2、中頻加熱:電流頻率為500~10000HZ,常用2500~8000HZ,電源設備為機械式中頻加熱裝置或可控硅中頻發生器。淬硬層深度~10 mm。適于較 大直徑的軸類、中大齒輪等。
3、工頻加熱:電流頻率為50HZ。采用機械式工頻加熱電源設備,淬硬層深可達10~20mm,適于大直徑工件的表面淬火。
(三)、感應加熱表面淬火的應用:
與普通加熱淬火比較具有:
1、加熱速度極快,可擴大A體轉變溫度范圍,縮短轉變時間。
2、淬火后工件表層可得到極細的隱晶馬氏體,硬度稍高(2~3HRC)。脆性較低及較高疲勞強度。
3、經該工藝處理的工件不易氧化脫碳,甚至有些工件處理后可直接裝配使用。
4、淬硬層深,易于控制操作,易于實現機械化,自動化。
五、火焰表面加熱淬火
適于中碳鋼35、45鋼和中碳合金結構鋼40Cr及65Mn、灰口鑄鐵、合金鑄鐵的火焰表面淬火。是用乙炔-氧或煤氣-氧混合氣燃燒的火焰噴射快速加熱工件。工件表面達到淬火溫度后,立即噴水冷卻。淬硬層深度為2~6mm,否則會引起工件表面嚴重過熱及變形開裂。
承受扭轉、彎曲等交變負荷作用的工件,要求表面層承受比心部更高的應力或耐磨性,需對工件表面提出強化要求,適于含碳量We=0.40~0.50%鋼材。
二、工藝方法
快速加熱與立即淬火冷卻相結合。
通過快速加熱使待加工鋼件表面達到淬火溫度,不等熱量傳到中心即迅速冷卻,僅使表層淬硬為馬氏體,中心仍為未淬火的原來塑性、韌性較好的退火(或正火及調質)組織。
三、主要方法:
感應加熱表面淬火(高頻、中頻、工頻),火焰加熱表面淬火,電接觸加熱表面淬火,電解液加熱表面淬火,激光加熱表面淬火,電子束加熱表面淬火。
四、感應加熱表面淬火
(一)基本原理:
將工件放在用空心銅管繞成的感應器內,通入中頻或高頻交流電后,在工件表面形成同頻率的的感應電流,將零件表面迅速加熱(幾秒鐘內即可升溫800~1000度,心部仍接近室溫)后立即噴水冷卻(或浸油淬火),使工件表面層淬硬。(如下圖所示)
(二)加熱頻率的選用
室溫時感應電流流入工件表層的深度δ(mm)與電流頻率f(HZ)的關系為
頻率升高,電流透入深度降低,淬透層降低。
常用的電流頻率有:
1、高頻加熱:100~500KHZ,常用200~300KHZ,為電子管式高頻加熱,淬硬層深為0.5~2.5mm,適于中小型零件。
2、中頻加熱:電流頻率為500~10000HZ,常用2500~8000HZ,電源設備為機械式中頻加熱裝置或可控硅中頻發生器。淬硬層深度~10 mm。適于較 大直徑的軸類、中大齒輪等。
3、工頻加熱:電流頻率為50HZ。采用機械式工頻加熱電源設備,淬硬層深可達10~20mm,適于大直徑工件的表面淬火。
(三)、感應加熱表面淬火的應用:
與普通加熱淬火比較具有:
1、加熱速度極快,可擴大A體轉變溫度范圍,縮短轉變時間。
2、淬火后工件表層可得到極細的隱晶馬氏體,硬度稍高(2~3HRC)。脆性較低及較高疲勞強度。
3、經該工藝處理的工件不易氧化脫碳,甚至有些工件處理后可直接裝配使用。
4、淬硬層深,易于控制操作,易于實現機械化,自動化。
五、火焰表面加熱淬火
適于中碳鋼35、45鋼和中碳合金結構鋼40Cr及65Mn、灰口鑄鐵、合金鑄鐵的火焰表面淬火。是用乙炔-氧或煤氣-氧混合氣燃燒的火焰噴射快速加熱工件。工件表面達到淬火溫度后,立即噴水冷卻。淬硬層深度為2~6mm,否則會引起工件表面嚴重過熱及變形開裂。
上一篇:數控淬火機床工裝定制生產
下一篇:IGBT模塊特性

